



UHMWPE UD Kontinuierliche orthogonale Vulkanisation Crossply-Maschine
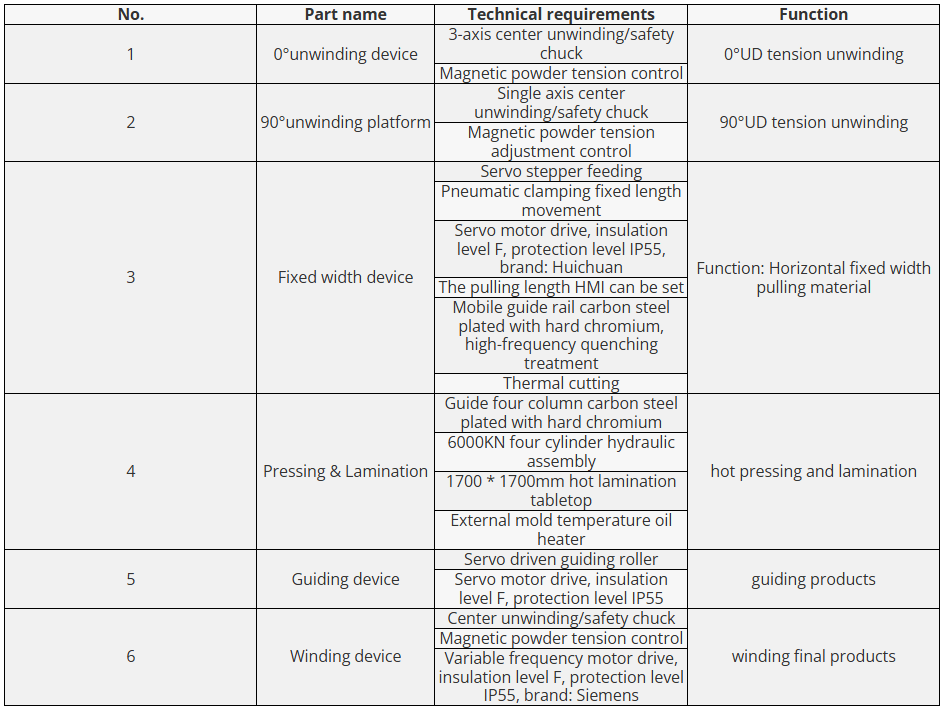
Die Crossply-Maschine schneidet Segmente aus dem UD, ordnet sie dann in der gewünschten Richtung – typischerweise 0/90° – an und komprimiert sie. Zu den Teilen der Maschine gehören eine 0°-Abwickelvorrichtung, eine 90°-Abwickelvorrichtung, eine Breiteneinstellvorrichtung, eine Press- und Laminiervorrichtung sowie eine Aufwickelvorrichtung usw. Kann zum Pressen und Laminieren von 2/4/6/8 UD-Stoffen verwendet werden. Diese Methode macht die Verstärkung effizienter und führt zu einem leichteren und dünneren technischen Gewebe. Die Crossply-Maschine stellt einen großen Fortschritt in der Fertigungstechnologie dar und bietet unübertroffene Leistung, Vielseitigkeit und Nachhaltigkeit. Mit seinen fortschrittlichen Funktionen und seinem innovativen Design ist es eine ideale Lösung für Hersteller, die ihre Produktionskapazitäten steigern und der Konkurrenz einen Schritt voraus sein möchten. Erleben Sie die Zukunft der Fertigung mit der Crossply-Maschine.
Hauptmerkmale
Hydraulikleistung und -steuerung
Die 6000 kN Vierzylinder-Hydraulikkraft wirkt auf den 1700 x 1700 mm großen Laminiertisch, der in Kombination mit einer HMI+PLC-Steuerung Druck, Beschleunigung, Druckhaltung und andere Funktionen steuert.
0° UD-Spannungsspule
Die 0° UD 3-Achsen-Spannspule ist in der Lage, drei UD-Materialien aufzuwickeln und sorgt so für ein Abwickeln unter Spannung.
90° UD-Spannungsspule und Servomotor
Die 90° UD-Spannrolle ist mit einem pneumatischen Materialgreifer ausgestattet, der sich mit einem Servomotor seitlich bewegt und sicherstellt, dass sich das UD-Material während der Bewegung nicht verformt oder abweicht; Der Antrieb des Servomotors ermöglicht die seitliche Materialentnahme, die direkte Eingabe und die Anpassung der Stückgröße auf dem Display.
Ziehen von laminierten Produkten mit Servowalzen
Das Laminatprodukt wird durch Servowalzen gezogen, um die Längsspezifikation jedes Mal zu verbessern, und durch eine Kombination von Spannungswicklungen wird das Aufwickeln des UD-Verbundprodukts erreicht.
Pneumatische obere Pressplatte
Durch die pneumatische Struktur der oberen Mehrpunkt-Pressplatte arbeiten die Materialgreifkraftpunkte gleichmäßig und sorgen so für ein schnelles Absenken.
Thermischer Schneidkörper zur Fragmentierung
Der thermische Schneidkörper dient der Querzerkleinerung.
Strecken und Wickeln von laminierten Produkten
Das Laminatprodukt wird durch Servowalzen gezogen, um die Längsspezifikation jedes Mal zu verbessern, und durch eine Kombination von Spannungswicklungen wird das Aufwickeln des UD-Verbundprodukts erreicht.
Hochfrequenzhärtung und chemisch verchromte Bahn
Die bewegliche Schienenoberfläche wird mit Hochfrequenz gehärtet und verchromt, um eine lange Lebensdauer zu gewährleisten.
Spezifikationsparameter
Materialbreite | ≤ 1650 mm |
Presstonnage | 6000 kN |
Wärmequellenmedium | Thermoöl |
Pressmethode | Hydraulisch |
Steuermodus | HMI+SPS |
Bildübertragungskontrolle | Variable Frequenz + Servoantrieb |
Volle Leistung | 90KW |
Stromversorgung | 380V/50Hz |
Länge * Breite * Höhe | 9500 * 7500 * 5000 mm |
Werkbankgröße | 1700 * 1700 mm |

Maschinenbau
Produktmuster
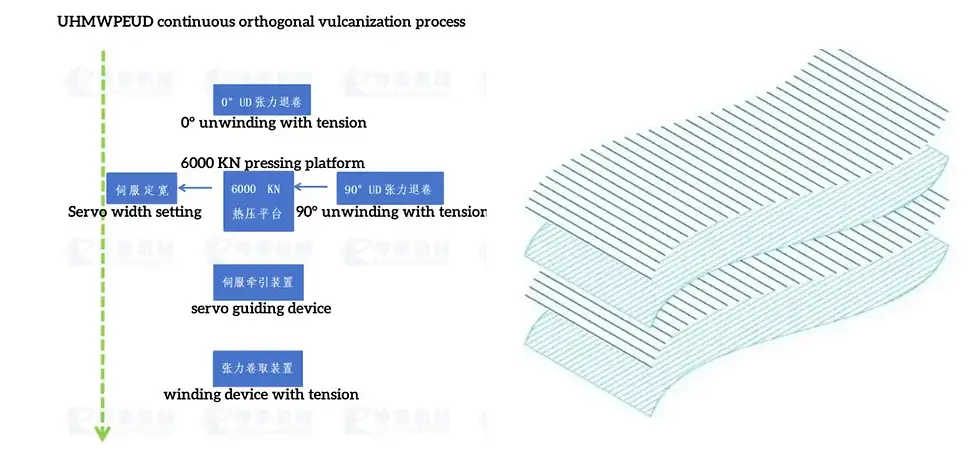
Arbeitsablauf der Crossply-Maschine
-
Das unidirektionale PE UD-Gewebe wird auf die 0°- und 90°-Spannungsabwickelvorrichtungen gelegt.
-
Das 0° UD-Gewebe wird gedehnt und mit der Servozugvorrichtung zur Heißpressplattform geführt.
-
Nachdem das 90°-UD-Gewebe gedehnt ist und die Servo-Breiteneinstellungsposition erreicht hat, wird es mit dem Heißschneidewerkzeug geschnitten.
-
Der obere Heißpresskopf wird schnell nach unten gedrückt und der Druck wird über einen Drucksignalsensor übertragen, um das Verbundmaterial zu kontrollieren.
-
Der Servozug wird zusammen mit der Spannwelle zum Aufwickeln der orthogonal vorgeformten PE UD-Gewebe verwendet.